One of my favorite aspects of Haas is the program’s continued emphasis on providing high-quality professors within a diversity of teaching methods. Perhaps the best example in the first-year core curriculum is Terry Taylor’s infamous operations course. The class is an operations exercise of its own with every segment of class broken down into carefully timed and facilitated case, lecture, and hands-on learning.
Professor Terry Taylor in preparation for “The Beer Game”
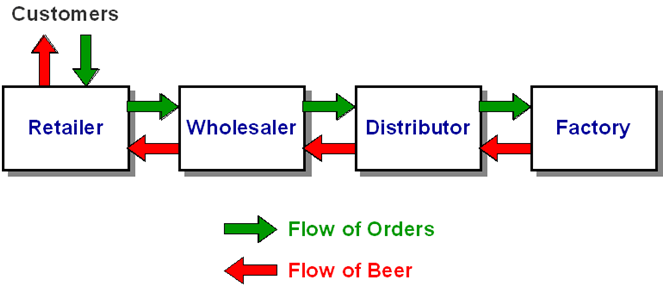
This week was one of the most enjoyed and anticipated single classes of the year… when we were introduced to “The Beer Game.” Following the principles of the production-distribution system, a class is divided into teams of eight where each player is assigned to one of four factory “roles” in the beer-making process: retailer, distributor, wholesaler, or factory. As the retailer for our team, I was responsible for fulfilling customer orders with retailer inventory and managing the team’s three key steps:
- Advance the beer (RED above… fulfill orders)!
- Move order requests (GREEN) as completed and record inventory
- Place new orders for the following week…
Similar to a few other classes, such as Don Moore’s “Leading People,” we were asked to contribute $5 each to simulate a “real” competitive industry environment. In other words, the stakes were high! We named our operations “Golden Beer Brewery” and received $2 per fulfilled beer order with expenses of $1 per beer in inventory (at any stage in the process).
Each of the roles could consult amongst themselves but not interact with the upstream/downstream functions to prevent collusion on order quantity. The first several rounds were steady orders of 4 beers per week – and we were a lean machine to say the least!
“Golden Bear Brewery” team hard at work – recording inventories
As the order quantity jumped up to 8 per week we saw quite a few changes in the behavior of our beer operations. Order quantities went up substantially (some as high as 20-30 per week) anticipating a trend of even higher orders per week to come. As the quantities increased and our orders remained at 8 per week, we acquired a lot of inventory, as did many teams, until we felt we could handle a larger quantity without a backlog (this would undoubtedly tarnish Golden Beer Brewery’s weeks of brand equity!).
As a previous pharmaceutical chemical engineer and later consultant, I fully appreciate and relate to Professor Taylor’s teaching principles and carefully orchestrated lessons in class. Previous weeks of class included the basics of process types (job shops, batch processes, and continuous flow), queueing psychology, factory physics, and exemplary cases of production systems including the well-researched Toyota Production System. My first introduction to these operational concepts was during my time at Merck in R&D and manufacturing for Gardasil (the then new HPV vaccine). Gardasil’s plant was exploring opportunities to incorporate “lean” manufacturing techniques in the plant as a pilot for the larger manufacturing facilities in vaccines and pharmaceuticals. Working with their director for “operational effectiveness” we developed a Kanban system that used designated resource bins and “signboards” for key inputs and equipment in the production process.
Sample Kanban signboard designated for one part
I find that the more I sit in Professor Taylor’s class, the more I start relating basic operational concepts to my professional and personal life. For example, is my macro homework a batch or continuous flow process? Which would increase my flow rate/flow time?
This time of year many Haas students are spending as many weekends as possible in Tahoe. While some may stick to the hot tubs during the day, many are likely strategizing how to make the most out of their season pass. How many runs can you make in a day… in a season? If you break down the steps… ski to lift, take the lift, and ski down the hill – you could easily estimate cycle times, average time in queue, flow rate, flow times, capacities, and utilization of the resort. Perhaps these metrics should be used to pick… do you choose Heavenly or Squaw? Are they pooling their queues for ski lifts to reduce variability and wasted capacity of resources?
Similarly, basics of queuing or continuous flow processes would be well-recited by many consultants who have mentally restructured TSA lines for dozens of airports across the country. This is shocking considering the Whole Foods chain in the Bay Area has figured this out, exemplifying nearly perfect best practices in business processes. With one consolidated line that feed all the check-out counters, Whole Foods makes sure that all cashiers are equally utilized with a FIFO (first-in, first-out) model. At the same time, a long consolidated line means that customers expectations are almost always exceeded as they are surprised how fast it moves (as it would with 10 check-out counters!).
By the end of the week, our entire class had completed Spring A core midterms. With a strong sense of accomplishment and Friday afternoon Consumption Function on the horizon, it wasn’t surprising that several classmates eagerly celebrated, “advance the beer!”
Emily Ewell
Haas MBA/MPH 2012












{kind=link}
{kind=link}